


Industrial Process Water Supply Solutions
Provides stable purified water for factories and processing plants using borehole sources, ensuring reliable quality for production lines and reducing scaling risk in equipment.

Agricultural Irrigation Water Treatment
Treats groundwater for agricultural irrigation projects, lowering salinity and hardness to protect crops and improve long term soil conditions.

Commercial Building Water Purification
Supplies clean and consistent water for commercial buildings, supporting daily operations with improved water quality and reduced maintenance needs.

Drinking Water Preparation Projects
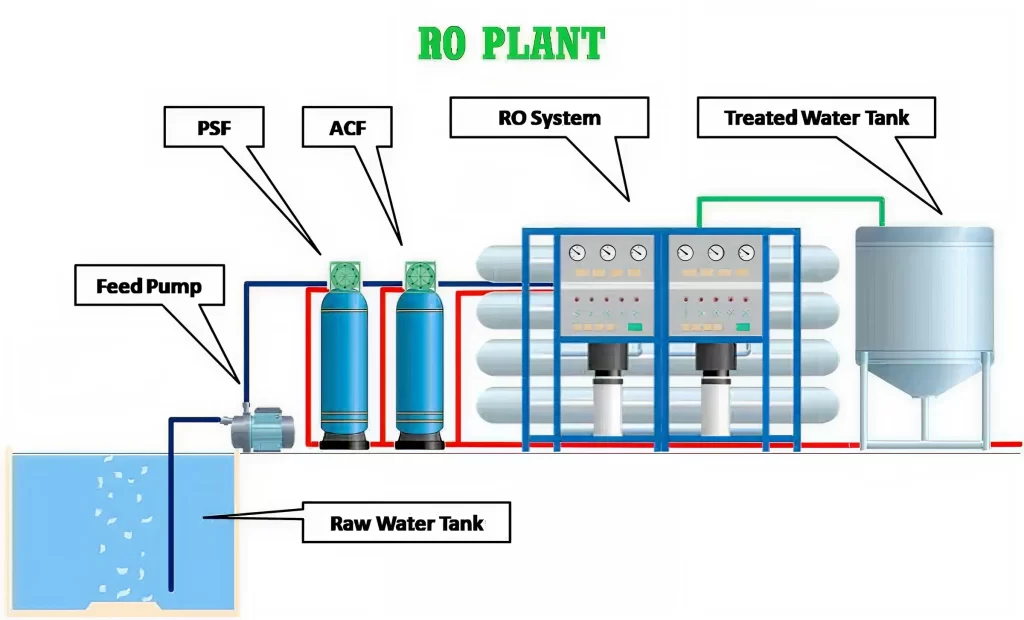
Acts as a core desalination unit in potable water systems by removing dissolved salts and impurities from borehole water sources.

Mining And Remote Site Water Supply
Delivers dependable water treatment solutions for mining areas and remote facilities relying on underground water resources.
Municipal Small Scale Water Plants
Supports small municipal water treatment stations by upgrading borehole water to meet required discharge or reuse standards.
20T/H RO Filter System for Borehole Water Treatment Quality Certification
The 20T/H RO Filter System for Borehole Water Treatment is manufactured under strict quality control standards and complies with international certifications such as CE and ISO, ensuring reliable performance, safety, and stable operation in global projects.

CE1


CE2

CE3

CE4

ISO1

ISO2

ISO3

ISO4

ISO5

ISO6

