


Industrial Production Process Water Supply
Provides stable purified water for manufacturing lines requiring controlled conductivity and reliable quality.
Food And Beverage Processing Water
Delivers hygienic low TDS water suitable for food production, cleaning, and ingredient preparation.

Boiler Feed Water Treatment Systems
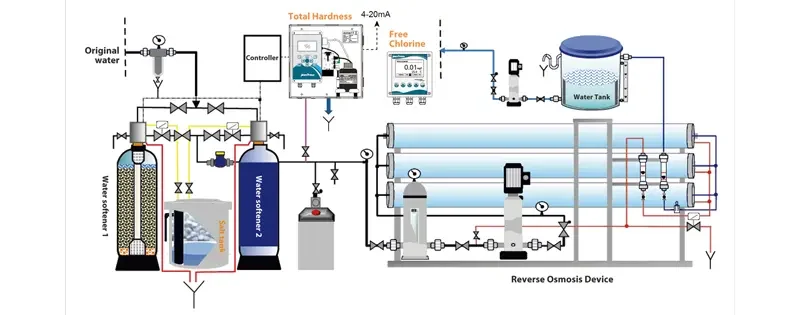
Reduces hardness and dissolved salts to minimize scaling and improve boiler efficiency and lifespan.

Electronics And Precision Manufacturing
Supplies high purity water for cleaning and processing in electronics and precision component industries.

Commercial Building Utility Water Supply
Supports cooling towers, HVAC systems, and commercial facilities with consistent treated water.

Hospitals And Laboratory Water Treatment
Provides purified water for medical equipment cleaning and laboratory testing applications.
25m3/Hour Reverse Osmosis Water Purifier System Quality Certification
The 25m3/Hour Reverse Osmosis Water Purifier System is produced under ISO quality management standards and complies with CE certification requirements, ensuring safe operation, stable performance, and reliable long-term service.

CE1


CE2

CE3

CE4

ISO1

ISO2

ISO3

ISO4

ISO5

ISO6

