














Containerised Sewage Treatment Equipment Knowledge Can Support System Selection
Containerised sewage treatment equipment knowledge helps engineers and project owners select suitable modular systems by clarifying treatment capacity ranges, process configurations, footprint limits, transport logistics,

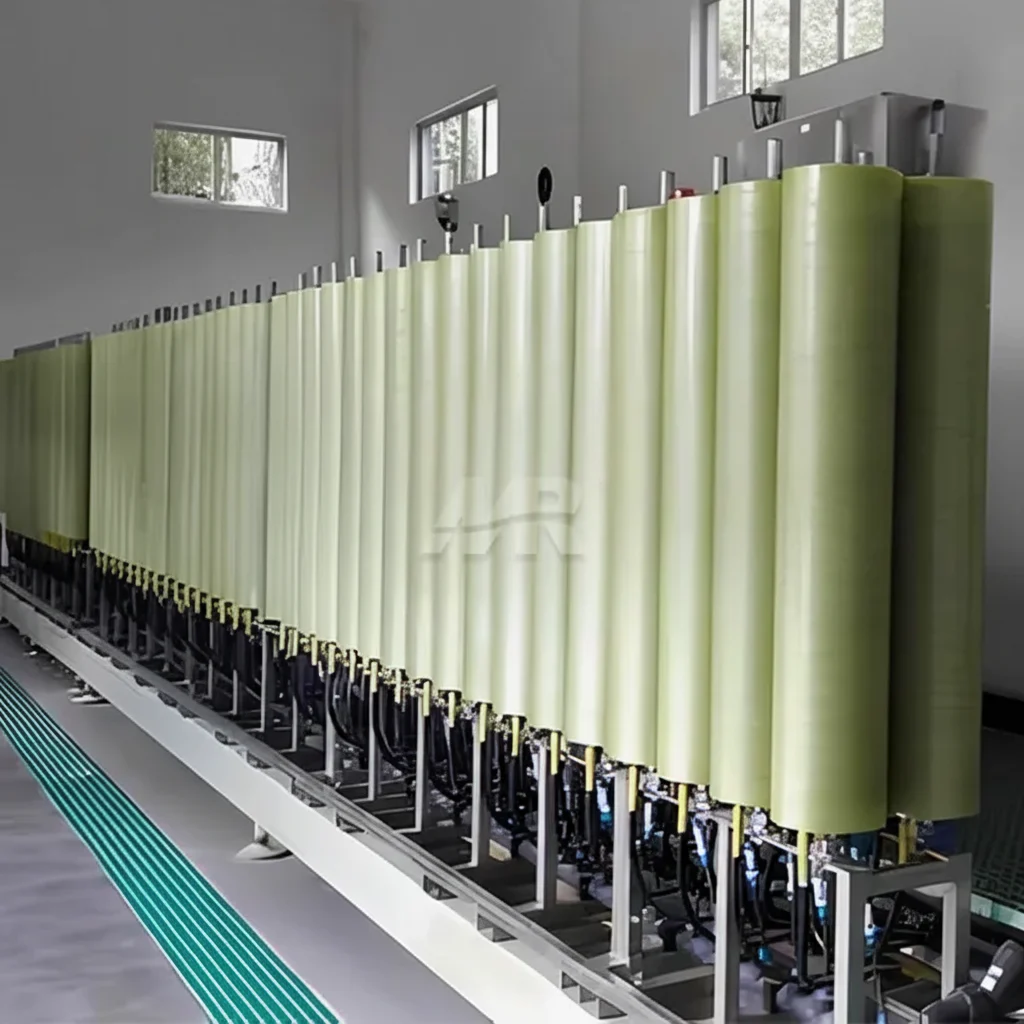
Complete Guide to Industrial Reverse Osmosis Systems: Design, Selection and Implementation
test Title 6test Title 6test Title 6test Title 6test Title 6test Title 6test Title 6test Title 6test Title 6test Title 6test Title 6test Title 6test Title 6test Title 6test Title 6test Title 6test Title 6test Title 6test Title 6test Title 6test Title 6test Title 6

testtesttesttesttesttesttesttesttesttesttesttesttesttesttesttesttesttesttesttesttesttesttesttesttesttesttesttesttesttesttesttesttesttesttesttesttesttesttesttesttesttesttesttesttesttesttesttesttesttesttesttesttesttesttesttesttesttesttesttesttesttesttesttesttesttesttesttesttesttesttesttesttesttesttesttesttesttesttesttesttesttesttesttesttesttesttesttesttesttesttesttesttesttesttesttesttesttesttesttesttesttesttesttesttesttesttesttesttesttesttesttesttesttesttesttesttesttesttesttesttesttesttesttesttesttesttesttesttesttesttest

Company Test Title2Company Test Title2Company Test Title2Company Test Title2Company Test Title2