

Municipal Water Treatment
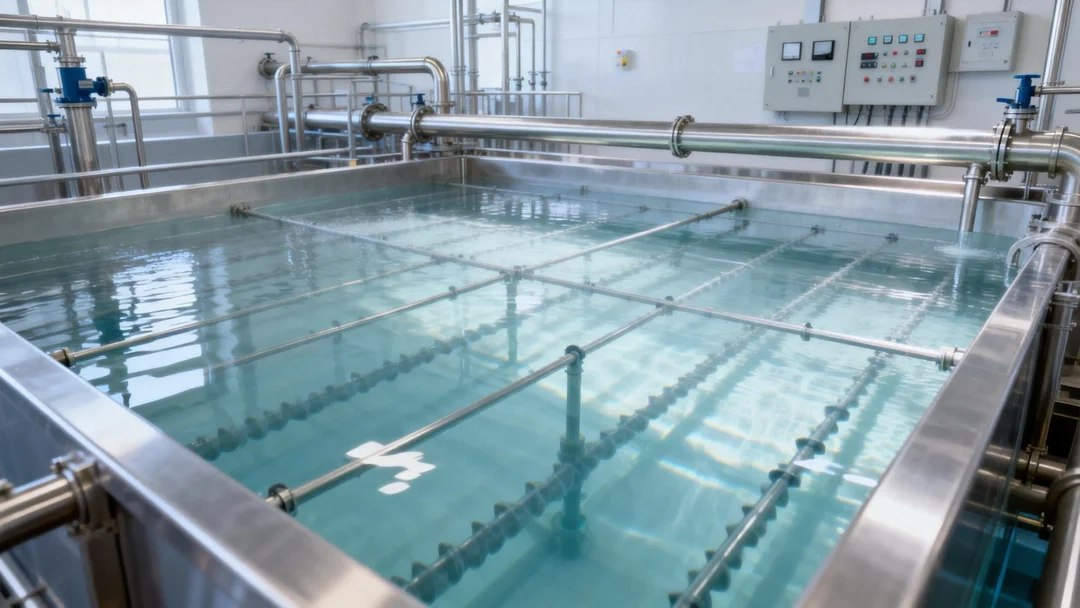
The system is widely used in municipal water treatment plants, providing large-scale purification of raw water to meet drinking water standards and ensuring a clean water supply for communities.

Industrial Process Water
Ideal for industrial applications, it ensures a steady supply of high-purity water for use in manufacturing, cooling, and cleaning processes, preventing contamination and improving product quality.

Food and Beverage Industry
In the food and beverage industry, the system guarantees purified water that meets strict hygiene standards, improving the quality and safety of products while adhering to regulatory requirements.

Power Plant Cooling Systems
Power plants rely on the system for reliable, high-volume purified water to be used in cooling systems, helping to maintain consistent operations and efficiency while minimizing environmental impact.

Agricultural Water Treatment
Used in agriculture, the system provides clean water for irrigation, optimizing crop yield while reducing the risk of waterborne diseases that can affect plants.

Aquaculture and Fish Farming
For aquaculture, the system ensures a healthy aquatic environment by filtering impurities from water used in fish farming, promoting the growth and health of aquatic life.

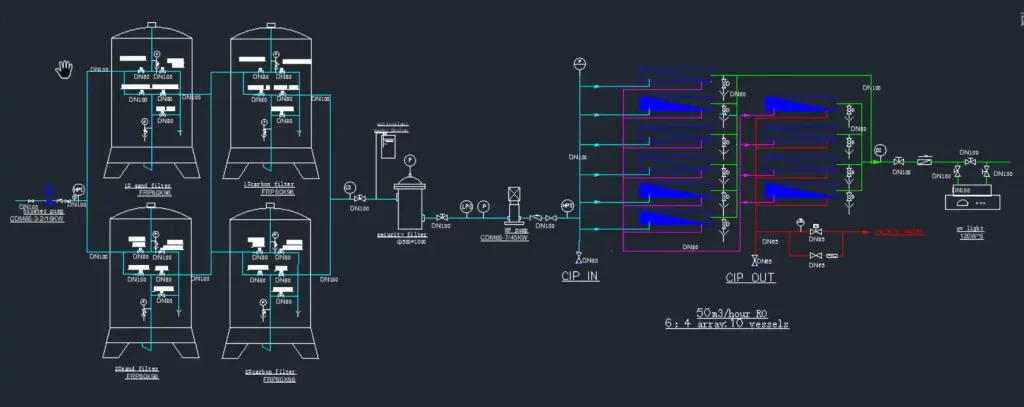
100m3/Hour Reverse Osmosis Filtration Systems Quality Certification
The 100m3/Hour Reverse Osmosis Filtration Systems are certified to meet international quality standards, including ISO 9001 and CE certifications. These certifications ensure that the systems are manufactured with high-quality materials, adhering to safety, performance, and reliability standards, guaranteeing long-term performance in demanding environments.

CE1


CE2

CE3

CE4

ISO1

ISO2

ISO3

ISO4

ISO5

ISO6

