


Industrial Manufacturing Process Water
Provides stable low salinity water for production lines requiring controlled conductivity and consistent quality.

Food And Beverage Processing Water
Supplies purified water for cleaning, processing, and ingredient preparation in food industries.

Boiler Feed Water Treatment System
Removes dissolved salts and hardness to protect boilers from scaling, corrosion, and efficiency loss.

Pharmaceutical And Chemical Industry
Ensures high purity water suitable for process use and auxiliary production requirements.

Commercial Building Utility Systems
Supports cooling towers, HVAC systems, and other commercial water demand applications.
Municipal And Community Water Supply
Delivers reliable purified water for small towns, factories, and community water projects.

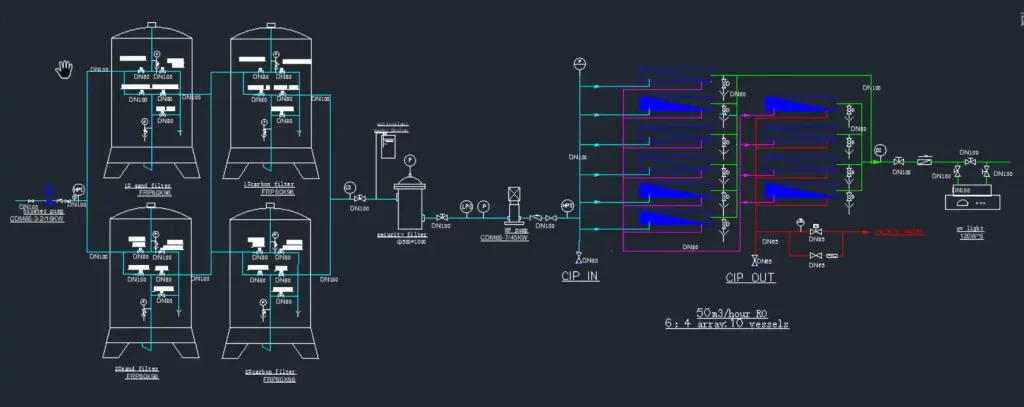
25T/H Reverse Osmosis Water Purification System Quality Certification
The 25T/H Reverse Osmosis Water Purification System is manufactured under ISO quality management standards and complies with CE certification requirements, ensuring reliable performance, operational safety, and stable product quality for international projects.

CE1


CE2

CE3

CE4

ISO1

ISO2

ISO3

ISO4

ISO5

ISO6

