

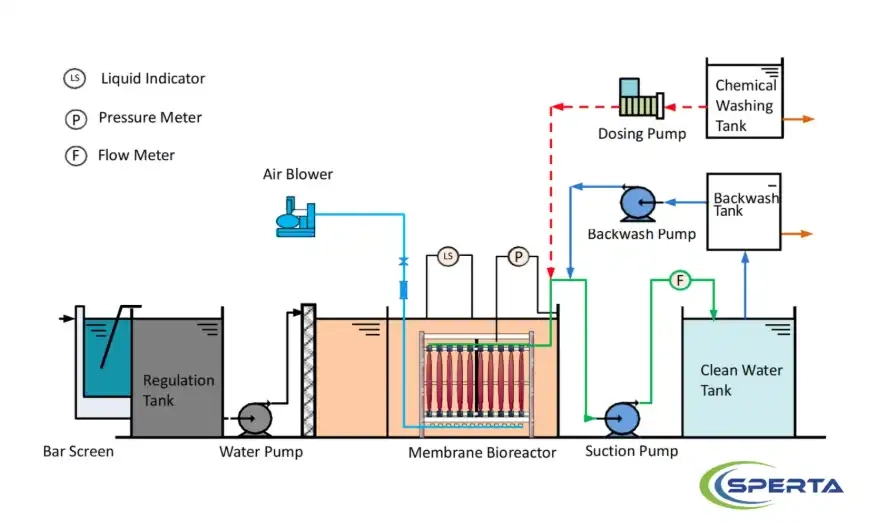

Industrial Wastewater Treatment
In industrial applications, the MBR Membrane Module 150 effectively filters wastewater from various manufacturing processes, ensuring compliance with environmental standards and facilitating water recycling.

Municipal Wastewater Treatment
The MBR Membrane Module 150 is ideal for municipal wastewater treatment plants, efficiently removing contaminants and producing high-quality treated water suitable for discharge or reuse in urban environments.

Food and Beverage Industry
The MBR module is widely used in the food and beverage industry for wastewater treatment, helping remove organic contaminants, oils, and suspended solids, ensuring that treated water meets regulatory standards.
Pharmaceutical Wastewater Treatment
In the pharmaceutical industry, the MBR Membrane Module 150 ensures clean water by effectively removing pharmaceutical residues and other contaminants, making it ideal for meeting stringent hygiene and safety standards.

Aquaculture Water Treatment
The MBR membrane module is employed in aquaculture systems to treat water, ensuring the removal of harmful substances and pathogens, and maintaining a healthy environment for aquatic life and fish farming.

Recycling and Water Reuse
The MBR Membrane Module 150 is perfect for water recycling and reuse applications, offering a high recovery rate and effectively treating wastewater to be reused for non-potable purposes, contributing to sustainability efforts.
MBR Membrane Module 150 for Wastewater Treatment Quality Certification
The MBR Membrane Module 150 is certified for high quality, meeting international standards for filtration efficiency, safety, and environmental impact. These certifications guarantee reliable performance, durability, and compliance with industry regulations in wastewater treatment applications.

CE1


CE2

CE3

CE4

ISO1

ISO2

ISO3

ISO4

ISO5

ISO6

