

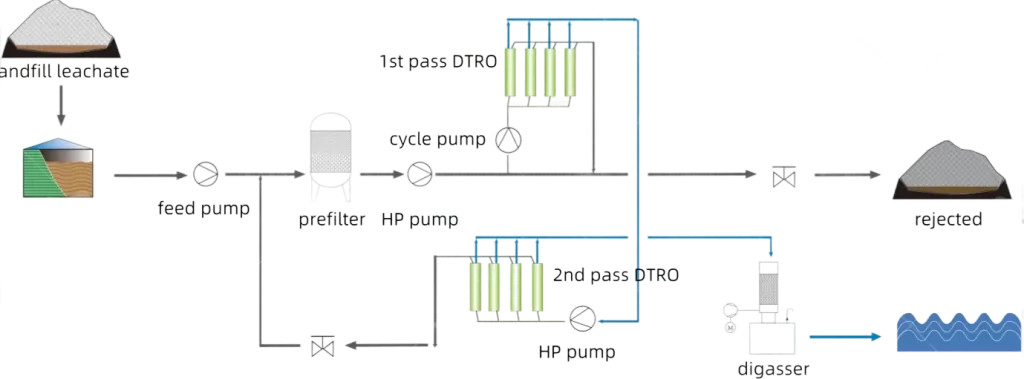

Landfill Leachate Treatment
The DTRO membrane is ideal for treating leachate from landfills, efficiently removing contaminants such as salts, heavy metals, and organic compounds, ensuring treated water meets regulatory standards for discharge or reuse.

Municipal Wastewater Treatment
Used in municipal wastewater systems, the DTRO membrane ensures high-quality effluent by removing contaminants, making the treated water suitable for safe discharge or potential reuse in urban applications.

Industrial Wastewater Treatment
This membrane is suitable for industrial wastewater treatment, efficiently filtering out harmful substances and providing treated water that can be safely discharged or reused in industrial processes.

Mining Effluent Management
The DTRO membrane is effective in treating mining effluent, efficiently removing toxic metals and other contaminants, ensuring safe disposal or reuse in mining operations and reducing environmental impact.

Food and Beverage Industry Wastewater
In the food and beverage industry, the DTRO membrane effectively treats wastewater, removing organic matter and contaminants to meet discharge requirements or for reuse in production processes.

Chemical and Pharmaceutical Wastewater
The DTRO membrane treats wastewater from chemical and pharmaceutical industries, efficiently removing hazardous chemicals and byproducts, ensuring compliance with safety and environmental regulations.
DTRO Membrane for Landfill Leachate Collection System Quality Certification
The DTRO Membrane for Landfill Leachate Collection System is certified to meet global quality and safety standards, including ISO 9001 for quality management and CE certification for European safety regulations, ensuring reliable performance and compliance in various applications worldwide.

CE1


CE2

CE3

CE4

ISO1

ISO2

ISO3

ISO4

ISO5

ISO6

