

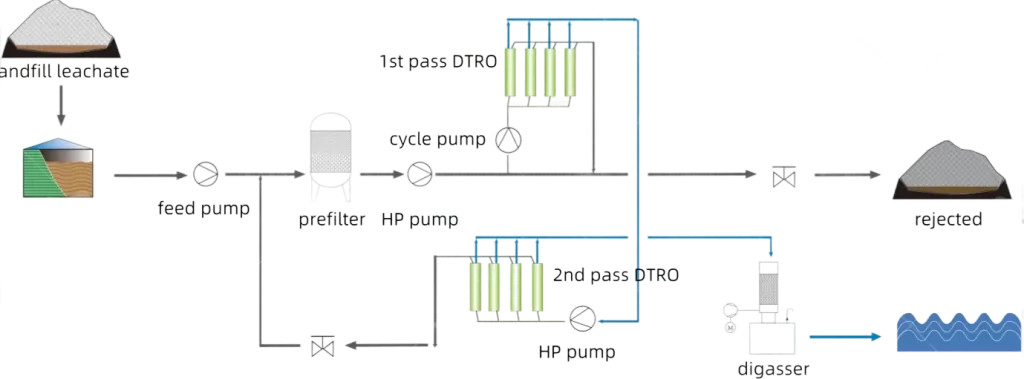

Landfill Leachate Treatment
The system is ideal for managing landfill leachate, effectively removing harmful contaminants and meeting environmental discharge standards for safe water reuse or disposal.

Municipal Wastewater Management
The system provides a reliable solution for municipal wastewater treatment plants, treating large volumes of leachate or effluent to comply with environmental regulations and enhance sustainability.

Industrial Wastewater Treatment
It is also well-suited for treating industrial wastewater, particularly from sectors like mining or chemical manufacturing, ensuring safe disposal or reuse of water in these industries.

Agricultural Runoff Treatment
The modules are effective in treating agricultural runoff, removing chemicals, heavy metals, and organic pollutants, helping preserve water quality and prevent environmental damage.

Environmental Remediation Projects
In environmental remediation, these modules treat contaminated water at hazardous sites, restoring water quality to acceptable standards for safe release or further use.
Water Recycling for Industrial Use
These modules are ideal for recycling water in industrial applications, such as cooling or cleaning processes, allowing industries to reuse treated water efficiently while minimizing waste.
60T/Day DTRO Modules for Landfill Management System Quality Certification
The 60T/Day DTRO Modules for Landfill Management System are certified with ISO 9001 for quality management and CE certification for safety and performance. These certifications ensure the system meets high industry standards, offering reliability and effective leachate treatment.

CE1


CE2

CE3

CE4

ISO1

ISO2

ISO3

ISO4

ISO5

ISO6

