


Industrial Process Water Supply Systems
Provides stable desalinated water for manufacturing industries requiring controlled TDS levels for production processes and equipment protection.

Boiler Feed Water Treatment Solutions
Ensures low hardness and low salinity water quality, protecting boilers and heat exchangers from scaling and corrosion damage.
Municipal Drinking Water Projects
Used in municipal facilities to improve raw water quality and supply safe, clean water for residential and public use.

Food and Beverage Processing Plants
Delivers purified water suitable for food production lines, meeting strict hygiene and quality requirements.

Electronics and Precision Manufacturing
Supplies low conductivity water for electronics and precision industries where stable water quality is critical.

Commercial Buildings and Utility Systems
Installed in commercial complexes to provide reliable treated water for cooling towers, HVAC, and general utility needs.

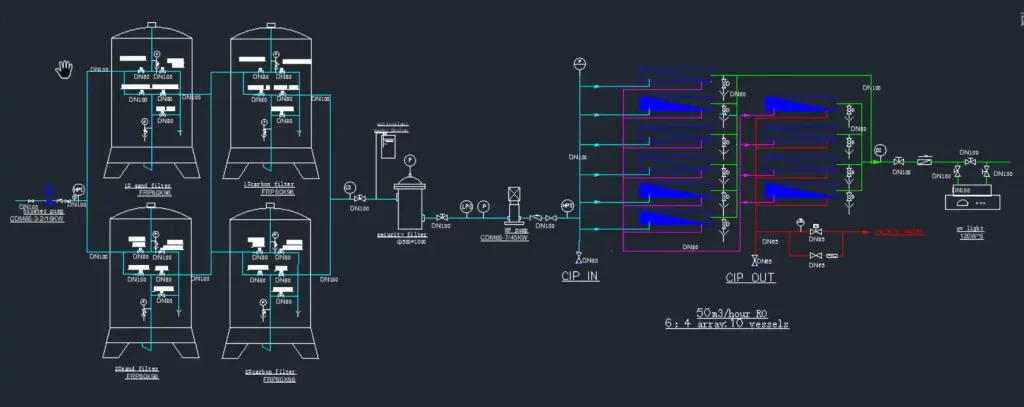
50m3/Hour Reverse Osmosis Water Treatment Equipment Quality Certification
The 50m3/Hour Reverse Osmosis Water Treatment Equipment is manufactured under strict quality control standards and complies with ISO and CE certifications, ensuring safe operation, stable performance, and long-term reliability in various water treatment projects.

CE1


CE2

CE3

CE4

ISO1

ISO2

ISO3

ISO4

ISO5

ISO6

