


Industrial Water Treatment
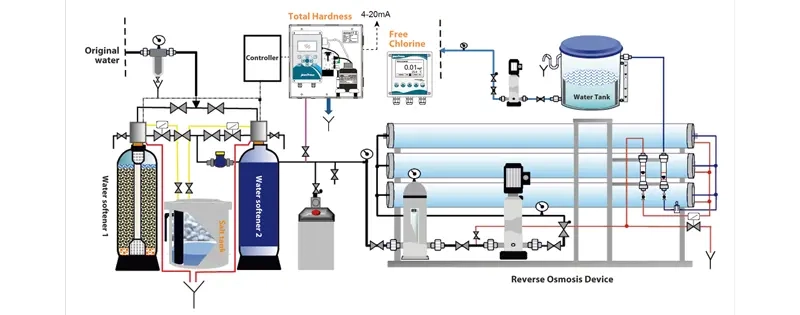
The 25T/H Groundwater Desalination RO System is used in industrial facilities to provide high-quality deionized water for processes, cooling, and cleaning, ensuring smooth operations and preventing scaling in machinery.

Municipal Water Supply
This system is ideal for municipal water treatment plants, offering a reliable and efficient way to desalinate groundwater and provide clean, potable water to urban populations, especially in water-scarce areas.

Agricultural Irrigation
The system can be used in agriculture to treat groundwater for irrigation purposes, providing purified water to support crop growth and improve yield, especially in regions where water quality is poor.

Oil & Gas Industry
In the oil and gas sector, the system helps produce desalinated water for use in drilling, cooling, and enhanced oil recovery processes, ensuring water purity and minimizing the environmental impact.

Remote Area Water Supply
For remote and off-grid areas, the containerized RO system provides an effective solution for supplying clean water, making it suitable for use in isolated communities or construction sites with limited access to fresh water sources.

Emergency Water Relief
In emergency and disaster relief situations, the 25T/H Groundwater Desalination System can be deployed quickly to provide clean, safe drinking water, addressing immediate water shortages in affected areas.

25T/H Groundwater Desalination Containerized RO Systems Quality Certification
The 25T/H Groundwater Desalination Containerized RO System is certified to meet international quality standards, including ISO 9001 for quality management and CE certification for safety. These certifications guarantee reliable performance, compliance with global safety standards, and the highest quality in water desalination.

CE1


CE2

CE3

CE4

ISO1

ISO2

ISO3

ISO4

ISO5

ISO6

